D707碳化铬耐磨焊丝气保焊(简称FCAW-G)是一种应用非常广泛的焊接工艺,它广泛应用于重型制造、建筑、造船、海上设施等行业中低碳钢、低合金钢和其它各种合金材料的焊接。FCAW-G焊接工艺常常采用100%的纯CO2或者75%~80%的Ar和20%~25%的CO2混合气体作为保护气。当选用D707碳化铬耐磨焊丝气保焊的保护气时需要考虑焊接成本、焊工偏好和焊缝质量等因素。
1)保护气的成本
通常,焊接总成本中有80%属于人工和管理开支,20%属于材料成本, 其中保护气的成本大约占材料成本的1/4,或者说占焊接总成本的5%。假定保护气的成本是唯一的决定因素,那么通过用CO2保护气替代Ar/CO2混合保护气的方式可以大大降低焊接成本。然而,通常其它成本也影响着焊接总成本,这将随后讨论。
CO2比Ar/CO2便宜,因为它可以低成本获得。世界上CO2的资源广泛而丰富。CO2通常可以通过其它工艺的副产品获得。对焊接工业来说,一方面可以通过天然气体的加工或分离获得CO2, 另一方面也可以通过空气获得CO2。因为Ar在大气中的含量不到1%,需要加工和处理大量的空气才能提取一定量的Ar,并且需要专门的空气分离装置来处理空气。空气分离装置耗费大量的电力,也需要放置在专门的区域。
2)焊工的偏好和生产率的影响
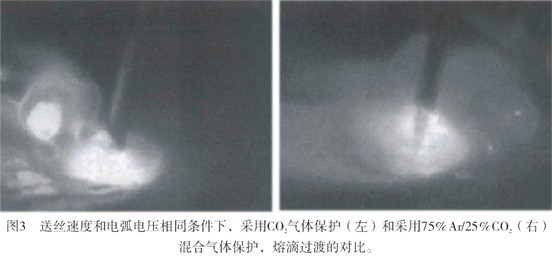
当采用相同类型和大小的D707碳化铬耐磨焊丝进行焊接时,采用Ar/CO2保护气比单纯采用CO2保护气焊接时所获得电弧更平稳、更弱,飞溅更小,因此深受焊工的喜爱。CO2保护气施焊时焊接电弧容易产生大的熔滴过渡(熔滴通常大于D707碳化铬耐磨焊丝直径),导致电弧不稳定,不连续,飞溅较大。Ar/CO2混合气体保护飞溅过渡的熔滴较小(熔滴通常小于D707碳化铬耐磨焊丝直径),导致电弧更加稳定连续, 飞溅小,如图3所示。
Ar/CO2混合气体保护的另一个特点也增加了焊工们对它的喜爱程度,与使用CO2保护气施焊相比,它的热传导能力较低,因此它能保持熔池的热度和液态程度。这能使熔池的反应更彻底,焊缝焊趾部分更容易熔化充分。当进行特殊位置焊接时(比如上坡焊或仰焊时),采用Ar/CO2具有更大的吸引力,因为技术欠佳的焊工也能很好控制电弧,提高焊接生产率。
采用Ar/CO2混合气体保护焊接时, 由于Ar含量较高,它比CO2保护气焊接时向焊工放射更多的热量。这就意味着焊工焊接时感觉更热。此外,焊枪也会更热(Ar/CO2保护气下焊枪的占空比要比CO2保护气的占空比低),这就要求采用更大的焊枪或者要求同型号焊枪及其易损组件的更换更加频繁。
3)焊接质量
正如前面讨论的一样,使用Ar/CO2 混合保护气体与使用CO2保护气施焊相比,它能保持熔池的热度和液态程度, 使熔池的反应更彻底,焊缝焊趾部分更容易熔化充分。因此,它大大提高了焊缝成形能力和焊缝质量。
此外,Ar/CO2混合气保护施焊时飞溅小,焊缝质量大大提高,同时降低了焊后清理的时间和成本。较低的飞溅量也改善了超声波焊缝检测的成本,因为飞溅过多的话,为确保超声波检测的准确性,必须要事先清理飞溅。
另外一个影响焊缝外观形状的质量问题是保护气对气痕的敏感性。气痕,类似蚯蚓爬痕或小鸡抓痕的缺陷, 是一些有时会分布在焊缝表面的小沟槽。他们是由焊缝金属中溶解的气体导致的,这些气体在熔池凝固前移出, 却被滞留在凝固的熔渣下面。
Ar/CO2混合气体保护比单纯CO2气体保护具有更高的气痕敏感性。Ar/CO2 保护气体的飞溅过渡特点导致产生大量的细小熔滴,这增加了熔滴的表面区域,导致焊缝金属溶解大量的气体。除了保护气类型会影响气痕的敏感性外,还有其他一些因素,但它们不属于本文讨论范围之内。
多年以来,一些主要场合的FCAW -G的保护气已经逐渐形成标准。比如, 在平焊和横焊的高熔敷焊接应用场合, 通常采用CO2气保护,因为在这些焊接位置,Ar/CO2混合气体保护并不具有太大优势。
造船业也通常喜欢用CO2气体保护, 因为CO2气体保护的电弧特性能更好地烧掉母材底漆。北美的海上建筑业,下向焊焊接T型、Y型和K型连接坡口焊缝时都需要光滑的焊缝形状和较小的焊接飞溅,因此采用Ar/CO2混合气体保护更适合。如果在施工车间里采用不止一种气保焊工艺,比如说GMAW 和FCAW-G,通常将两种工艺的保护气标准化。有时,为了获得更好的飞溅率和脉冲电弧过渡,许多厂家也选择Ar/CO2混合气体保护进行GMAW焊接。

 清河县汉龙焊接材料有限公司
清河县汉龙焊接材料有限公司















